Improvement and adaptation are critical success factors and tend to take place at the process level. How, then, are we currently trying to improve our processes? Based on observations in many factories, I currently find these main approaches: workshops, value-stream mapping, and, above all, action-item lists.
Workshops
Improvement workshops are special improvement efforts that temporarily bring together a team of people to focus on a particular process. The duration of a workshop is typically one to five days. Workshops are used extensively and do have their place. Toyota utilizes workshops too, for example, but not as its primary means of improving and adapting.
As discussed in What Defines a Company That Thrives Long Term, project-style improvement efforts only occur at any one process occasionally, not continuously, and involve a specially formed team. Thus, by definition, workshops are not at all the same as continuous improvement. In regard to workshops, it is also interesting to note that:
- Conducting a oneto five-day improvement workshop does not require any particular managerial You can easily run a kaizen workshop without having to adjust the prevailing custom. This may explain some of the popularity of workshops.
- Since the workshop team moves on or is disbanded after a workshop ends, we have to expect that entropy will naturally begin eroding the gains that have been
Value-Stream Mapping
This highly useful tool looks at the flow of material and information, and the associated lead time, across multiple processes. However, the lead time through a value stream is an outcome that is correlated with inventory, and inventory in turn is an outcome that results from performance attributes of the individual processes in the value stream. Therefore, if you want to reduce lead time, you should improve processes.
As mentioned in the previous chapter, much of the mechanism of continuous improvement and adaptation takes place at individual processes. For example, applying the improvement kata at the process level—one level deeper than the value stream—is something you would do after drawing a value-stream map (see Figure 2-1).
Value-stream mapping is not intended to be a method for process improvement, but rather a method to help ensure that process-level improvement efforts:
- Fit together from process to process so that a flowing value stream is developed
- Match with the organization’s targets
- Serve the requirements of external customers
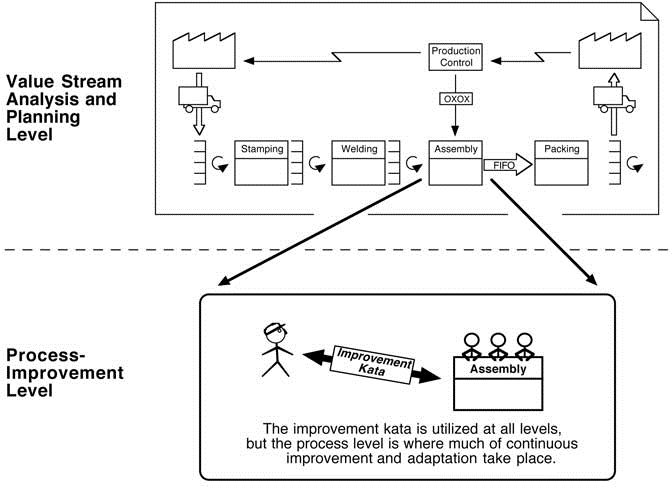
Figure 2-1. Value stream and process levels
If we try to rely on value-stream mapping as a method for process improvement, then the following negative effects may arise:
- A value-stream map can reveal so many improvement potentials at so many places that it is hard to know what needs to be Attacking problems here and there in the value stream, rather than focusing on and pursuing specific process-level target conditions, dilutes our improvement capacity by scattering it piecemeal across the value stream.
- As useful and necessary as value-stream maps are, they still focus more on the surface and thus do not develop our capability to see deeply into the real situation at the
It is more effective to use value-stream mapping for keeping an eye on the overall picture, and to step into the process level with the improvement kata as described in Part III.
What happened to suggestion systems? Enthusiasm around suggestion systems seems to have died down. I currently do not find much going on with them at manufacturing facilities.
We often hear about the relatively high number of suggestions per employee and high number of implemented suggestions at Toyota, but we are not comparing apples to apples. Toyota production operators work with a team leader who follows the improvement kata.
Within that framework, team leaders are also expected to actively obtain a certain number of suggestions from their team members. Furthermore, the team leader also helps team members fine-tune their suggestions, via mentoring, before they are submitted. This is very different from simply installing a suggestion box, so to speak, and actually has a different purpose.
The Action-Item List
Based on my observations, the action-item list is currently by far our most widely used approach for process improvement. You find managers and engineers relying on them in nearly every factory. The approach is so widespread that it needs almost no explaining, although many of us have probably not yet realized that we are using such lists as an approach. An action-item list is a listing of multiple improvement ideas and action items to be implemented at a process.
The lists are sometimes called “open points lists” and appear in various forms, such as on flip-chart sheets, cards, or on whiteboards (see Figure 2-2). The action items on the lists originate from recording process problems, brainstorming, problem-solving activities, waste walks, value-stream mapping, and so on. Although we may believe that those uptake activities—like waste walks or problem-solving activities—constitute our improvement approach, all of them merge into the same thing: a list of action items. And it is with those lists that we actually try to manage the improvement process.
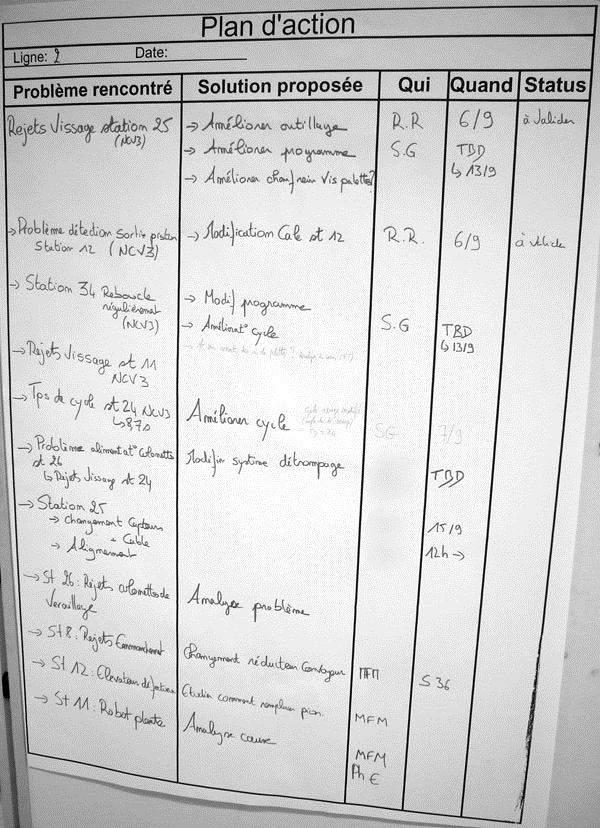
Figure 2-2. An action-item list on a factory floor in France
In short, the list approach is done as follows:
- When people visit a production process, they make good point observations. We have clearly internalized what is waste and are able to spot plenty of problems, wastes, and opportunities for improvement.
- With few exceptions we turn such observations into lists of several action
- There may be a prioritizing or ranking of items by, for example, voting or estimating
- Action items are assigned to persons or teams, and due dates are established.
- The manager then focuses on who is to do what by when. Regular review meetings are scheduled, for example on a weekly or biweekly basis, to check if people are carrying out on time the action items for which they are
To convince yourself of the truth of these observations, this may be a good point to walk through your own factory.
What Are the Results of Working with the Action-Item List Approach?
- It doesn’t work very The underlying thinking with the list approach appears to be that the more action items we have, the more the process will be improved. The longer the lists of action items and the more improvement projects under way, the more we feel like something positive is happening. In many cases, however, the opposite is true. There may appear to be a lot of motion, but there is little progress.
Once you finish Part II of this book you will be able to see that the list approach is an unscientific and ineffective method for process improvement. It is in actuality a scattershot approach: multiple action items are initiated in the hope of hitting something. Although few people admit it, surprisingly little cost and quality improvement is generated via the list approach. The negligible results it produces can be observed in the lack of progress— in the wasteful and unstable processes that persist on factory floors everywhere. In many cases the scattershot list approach creates even more, not less, variability and instability in a process.
Upon closer inspection, many of the cost reductions companies talk about come from cutting resources or moving production to low-wage locations rather than truly improving the way a process operates; that is, improving how things are done. And many of the quality improvements people talk about are improvements in delivered quality, achieved by increasing inspection and sorting out more defects rather than improving the process to reduce the number of defects created.
- We are in the Defining and introducing several action items simultaneously, and sometimes even voting to prioritize them, indicates that we don’t know what we need to do to improve. It would be better to simply stop and say we don’t yet know what exactly to do. “I don’t know” is a completely acceptable answer and much preferable to pretending we do know, but this seems to be one of the hardest things to say.
- We are asking ourselves the wrong When we hunt for wastes or opportunities to improve and make a list of action items, we are focusing on the question, “What can we do to improve?” That question is actually too easy, and it automatically leads us to lists and a scattershot approach. The more focused question is, “What do we need to do to improve this process?” Admittedly, this is a more difficult question.
Here’s an example of what I mean. A large auto-parts manufacturer was training four young engineers to begin work in the company’s supplier development department. As part of this training, each engineer was sent to a different supplier factory to conduct an analysis and make a report.
Three of the engineers returned with lists of 30 to 40 improvement ideas to implement at the factory they visited. The fourth engineer, however, returned with only 8 suggestions for improvement. The head of the supplier development department was angry with the fourth engineer, saying, “Your colleagues found 30 to 40 opportunities for improvement and you only have 8? I think you need to go back and look again.”
Interestingly, the better response by the boss would have been exactly the opposite. He would say to the three engineers: “Anyone can make a long list of things we can improve and hope that something in that list will work. Please go back, look again, and tell me just the one, two, or three things that we need to do now to begin the improvement process at the supplier site.”
It is much more difficult to see deeply and understand what we need to do.
- We are jumping to countermeasures too A weakness in the list approach is a tendency to jump to countermeasures before we understand a situation (Figure 2-3). Generating a list of action items and implementing several countermeasures, often simultaneously, reflects an unspoken goal of, essentially, just shut off the problem! People are rewarded for fixing a problem, for firefighting, not for analyzing, even though the problem may recur later because it was not yet sufficiently understood.
In contrast, Toyota’s goal in process improvement is to learn; to develop an ever deeper understanding of the work process and to improve the process from that basis.
When you throw several countermeasures at a process, the problem sometimes does go away. This is often not because the causes have been discovered and eliminated, but because of the extra attention the process has received. Sometime later the same problem returns—well after the improvement success was celebrated.
- We are not developing our people’s The list approach does not harness or grow our problem solving and improvement capability in a very effective manner.
Figure 2-3. The tendency is to jump right from a problem to possible solutions
Why Does the List Approach Persist?
The bottom line is that we are wasting a lot of time with the actionitem list approach. Yet if it is not very effective as a method for managing process improvement, why does it persist? Why do we tend to create such lists again and again?
One probable reason, already mentioned, is the erroneous feeling that the more action items we have, the more improvement we have. Another reason may be that managers find it convenient to fit the list approach and regularly scheduled reviews of action-item assignments into existing work schedules. For everyone involved, the list approach provides a way to feel engaged in improvement activity without having to alter their current work routines very much.
The list approach also provides a way to avoid receiving blame. We can say, “I completed my action items on time,” and thereby fulfill our obligations without necessarily having to generate real process improvement. The objective becomes to carry out the action items for which I am responsible, not the improvement itself. If the desired results do not come, it is not my fault, because I did what I agreed to do.
It has also been suggested to me that long lists of opportunities or action items may be regarded as a reflection of how observant or smart we are.
There Is a More Effective Way to Improve
Not only is the list-oriented improvement approach not very effective, it also makes improvement too complicated and difficult.
To see what I mean, consider that Toyota teaches people to try to change only one thing at a time, and then to check the result against the expected result. You may work on several things simultaneously, but if possible do not change more than one thing at any one time in a process. Such “single-factor experiments” are preferred because Toyota wants its people to see and understand cause and
effect, which helps to develop a deeper understanding of the work processes. Studying this Toyota improvement tactic leads to some interesting discoveries:
- Whenever we alter any one thing in a process, we create, in effect, a new process with possibly new and different characteristics. This means that once we have implemented one or two items from an action-item list, then the rest of the items on that predefined list may no longer suit the new situation and new priorities at the process. Are you beginning to see how making scattershot lists of action items is a waste of time?
- Multifactor experiments (known as Design of Experiments, or DOE) where multiple variables are changed at once are sometimes necessary, but only a small group of specialists is qualified to conduct them. Ideally we want everyone in the organization involved in continuous improvement, and single-factor experiments are something that anyone can understand and carry
- If I tell you that you should, if possible, only change one thing at a time in a process, how does that make you feel?
- Yes, it seems way too
Yet we know that Toyota is improving faster than other companies. So what does this mean for our cycles in an only-changeone-thing-at-a-time approach?
- They must be fast!
In other words, with Toyota’s approach, we cannot wait for the next scheduled weekly or biweekly review cycle to come around. If we wait that long to check, then our progress will be too slow. By the time we do check the process, the parameters may have shifted.
We should check the results of a change as soon as possible and then, based on what we learn, consider the next steps. Unlike our current workshop and list-oriented approach to process improvement, this one does have implications for how managers, engineers, and executives slice up their work days.
Improvement is hard work, but it doesn’t have to be too complicated. After studying Toyota’s improvement kata in Part III, you are likely to call a stop to and reorient any improvement effort that relies on the list approach. Instead you will know that there is a better way to proceed and lead.